









相關推薦
產品介紹
上銀導軌、上銀直線導軌、上銀線性滑軌簡介
上銀導軌為一種滾動導引,借由鋼珠在滑塊與滑軌之間作無限滾動循環,負載平臺能沿著滑軌輕易地以高精度作線性運動。與傳統的滑動導引相較,滾動導引的摩擦系數可降低至原來的1/50,由于起動的摩擦力大大減少,相對的較少無效運動發生,故能輕易達到μm級進給及定位。再加上滑塊與滑軌間的束制單元設計,使得線性滑軌可同時承受上下左右等各方向的負荷,上述陳列特點并非傳統滑動導引所能比擬,因此機臺若能配合滾珠螺桿,使用線性滑軌作導引,必能大幅提高設備精度與機械效能。
特征
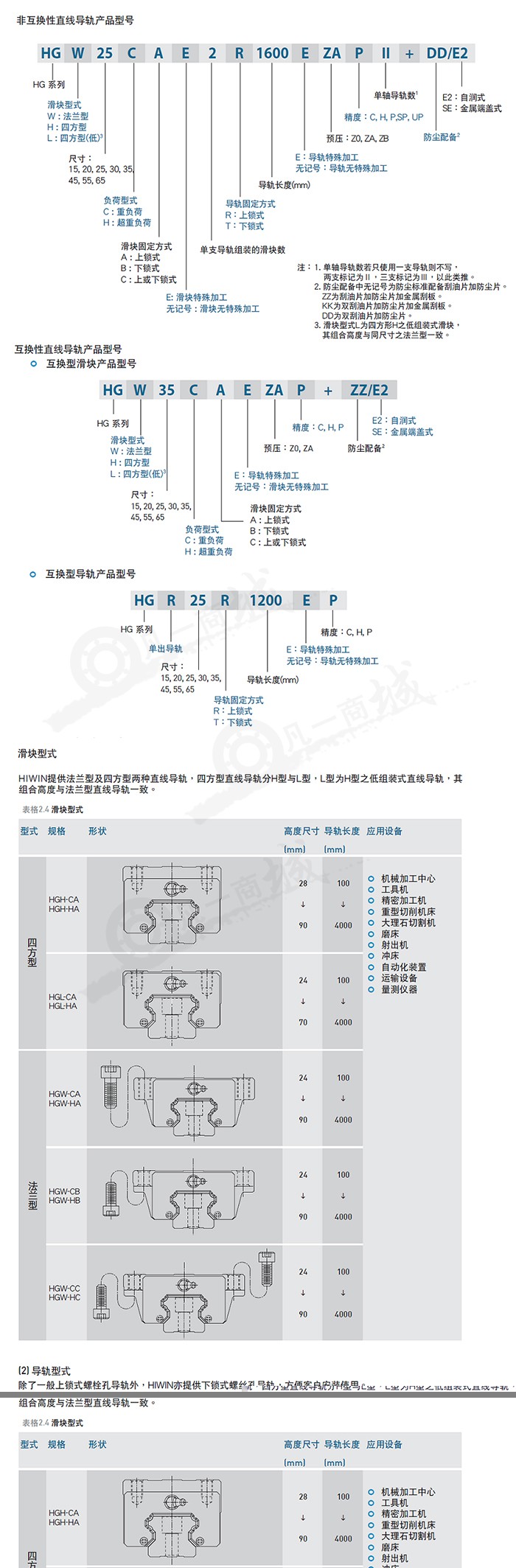
HG系列上銀直線導軌,為四列式單圓弧牙型接觸直線導軌,同時整合最佳化結構設計之重負荷精密直線導軌,相較于其他上銀直線導軌提升了負荷與剛性能力;具備四方向等負載特色、及自動調心的功能,可吸收安裝面的裝配誤差,得到高精度的訴求。高速度、高負荷、高剛性與高精度化概念已成為未來全世界工業產品發展的趨勢,HG系列上銀直線導軌,即為基于此理念開發之產品。
應用
機械加工中心、射出機、工具機、沖床、精密加工機、自動化裝置、重型切削機床、運輸設備、大理石切割機、量測儀器、磨床
鹽城上銀直線導軌與平面導軌一樣,有兩個基本元件;一個作為導向的為固定元件,另一個是移動元件。導軌的截面形位公差決定著空心導軌及扶梯導軌的連接精度,也直接影響著對重框及梯級運行的平穩性。導軌的截面形位公差是由軋制模具保證的,可通過修模和調模來調正偏差。空心導軌的生產工藝中,關鍵的工序是軋制(即冷彎),但在軋制之前有一項必不可少的準備工作——裝模。安裝空心導軌專用滾壓模具,從第一道模具至最后一道模具縱向直線度總偏差不能超過0.2mm,每道模具的橫向水平偏差不能超過0.05mm。模具裝好后,卷板進入滾壓模具組,經過多道模具逐步冷彎成形到所需形狀尺寸。直線導軌系統的固定元件(導軌)的基本功能如同軸承環,安裝鋼球的支架,形狀為“v”字形。鹽城上銀滑塊是在模具的開模動作中能夠按垂直于開合模方向或與開合模方向成一定角度滑動的模具組件。
上一個:HGR20R2640C
下一個:HGR20R2660C
帶*項為必填項目咨詢:HGR20R2650C
評價/咨詢
暫無評價/留言!歡迎留言。